Geavanceerde procesapparatuur
Zhuzhou Kimberly Cemented Carbide Company, beter bekend als Kimberly Carbide, is een vooraanstaande marktleider gevestigd in Zhuzhou, 's werelds grootste centrum voor de productie van hardmetaal. Kimberly Carbide staat bekend om zijn baanbrekende prestaties op het gebied van hardmetaalproductie, onderzoek en ontwikkeling, ontwerp en geïntegreerde oplossingen, en is daarmee een toonbeeld van innovatie in de sector. De toewijding aan excellentie leverde het bedrijf in 2019 de prestigieuze titel "China National Hi-Tech Enterprise" op, een bewijs van zijn inzet voor de vooruitgang van de hardmetaalindustrie. Bij Kimberly Carbide is het onze missie om industrieën te revolutioneren door de beheersing van hardmetaaltechnologie. We worden gedreven door een onwrikbare toewijding om een breed scala aan toepassingsproblemen van onze klanten op te lossen. Met onze geavanceerde oplossingen streven we ernaar de efficiëntie, duurzaamheid en productiviteit te verbeteren in sectoren zoals mijnbouw, grondverzet, bouw en gas- en olie-exploratie.





Apparatuur
Wij gebruiken geïmporteerde materialen en in eigen land bekend "Three High" primair wolfraamcarbide van gerenommeerde fabrikanten als grondstoffen.
Hoogwaardige materialen
Conventionele stoffen
Wij passen het internationaal geavanceerde, nauwkeurige productieproces voor gecementeerd hardmetaal toe om hoogwaardige legeringsproducten te vervaardigen.
Onze werkplaats voor de voorbereiding van mengkogelmolens is gemoderniseerd met een intelligent en geautomatiseerd besturingssysteem. Via dit systeem beheren we parameters zoals rotatiesnelheid, tijd, temperatuur, enzovoort. Eventuele afwijkingen worden direct gemeld en er wordt een uitgebreide data-analyse uitgevoerd om de procesparameters continu te optimaliseren.


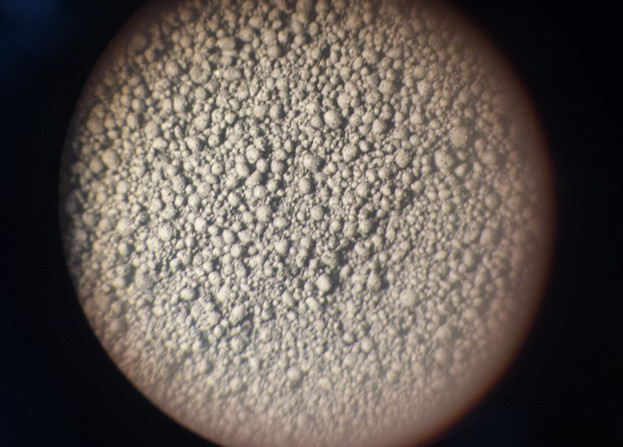
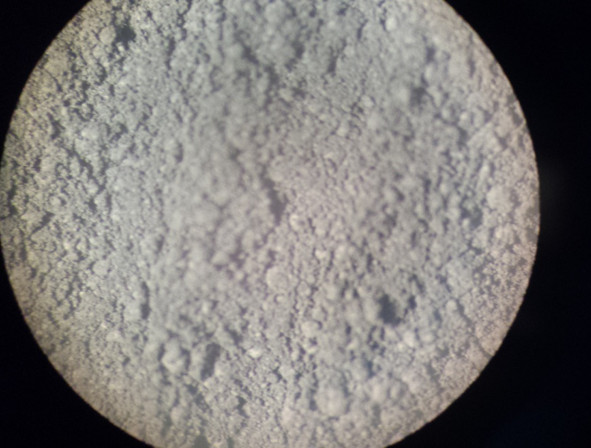
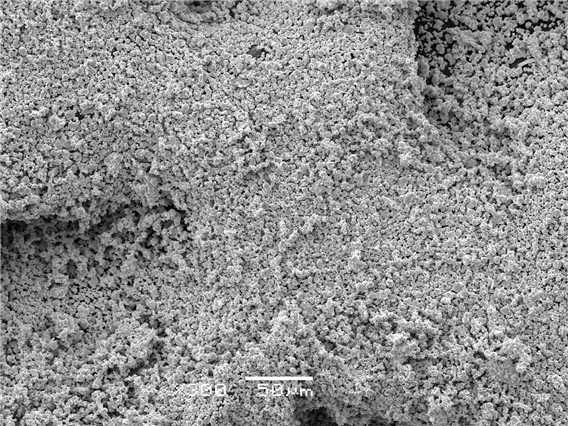
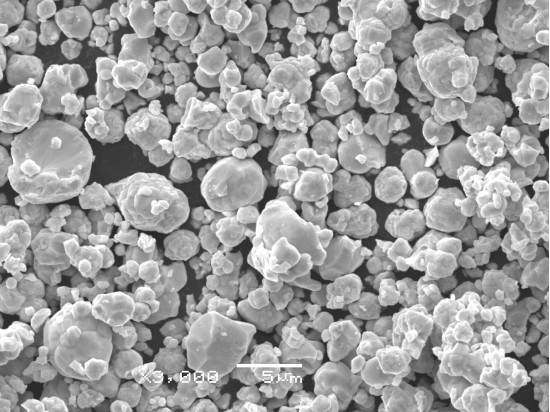
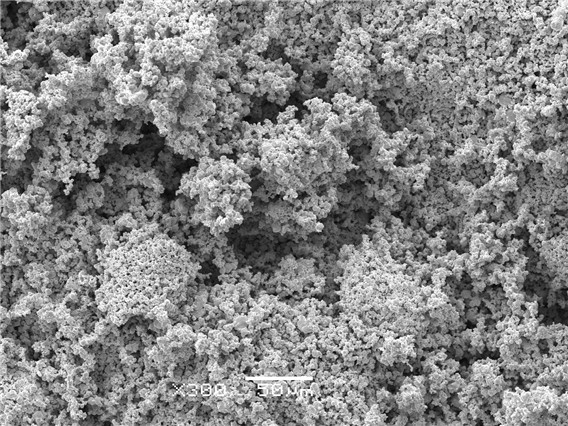
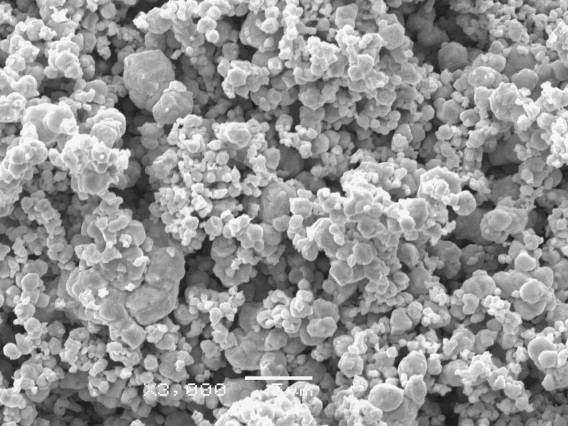
We maken gebruik van internationaal geavanceerde sproeidrooggranulatietechnologie, die, in vergelijking met traditionele handmatige granulatie, lucht en stof effectief isoleert, wat resulteert in poederdeeltjes van uniforme grootte en een constante kwaliteit.
Verdichtings- en vormwerkplaats:
In ons verdichtingsproces maken we gebruik van geavanceerde machines, waaronder een automatische TPA-pers van 60 ton en een automatische hydraulische pers van 100 ton. Dit resulteert in een gelijkmatig verdeelde dichtheid van het ruwe product en een hoge precisie in de productafmetingen. De werkplaats is voorzien van overdrukventilatie, temperatuur- en vochtigheidsregeling gedurende het hele jaar, en luchtzuiveringsmaatregelen om een contaminatievrije productieomgeving en productkwaliteit gedurende het gehele productieproces te garanderen.

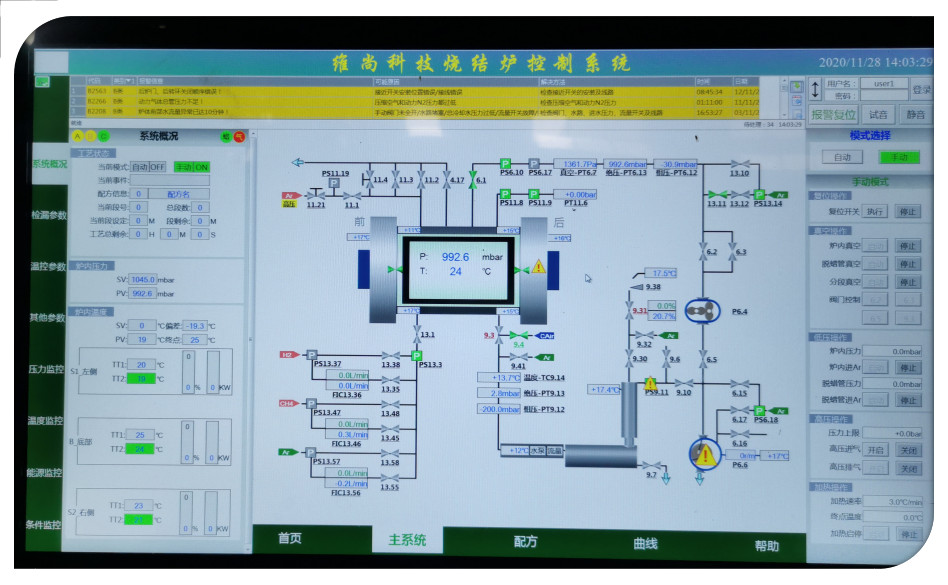
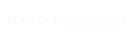
In de afgelopen 50 jaar heeft de technologie voor het sinteren van hardmetaal een geleidelijke evolutie doorgemaakt, van waterstofovens naar vacuümovens en uiteindelijk naar drukovens. Drukondersteund sinteren is wereldwijd uitgegroeid tot de meest geavanceerde techniek voor het sinteren van legeringen. Deze aanpak combineert ontbinden, vacuümsinteren en druksinteren in één stap, waardoor de porositeit van het product wordt verminderd en een legeringsdichtheid wordt bereikt die vergelijkbaar is met die van volledig dichte materialen.

Negenstappen kwaliteitscontroleproces bij de productie van legeringen:
1. Testen van de chemische en fysische eigenschappen van de grondstoffen
2. Experimentele prestatietests van het kogelmalen van grondstoffen
3. Bemonstering en testen van fysische eigenschappen van gemengde kogelgemalen materialen
4. Identificatie door middel van bemonstering en testen van de fysische eigenschappen van gemengde, door sproeimalen verkregen materialen
5. Initiële prestatietests van verdichtingskalibratie en -vorming
6. Zelfcontrole van de productiekwaliteit tijdens het verdichten
7. Hercontrole van de kwaliteit door het personeel van de afdeling Verdichtingskwaliteit
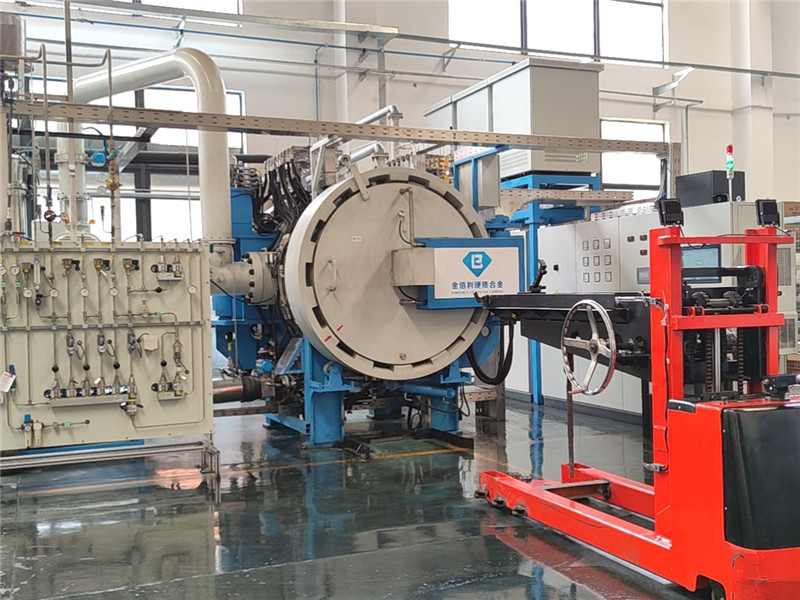
8. Testen van de fysische en mechanische eigenschappen van gesinterde eindproducten
9. Inspectie van de afgewerkte productmodellen, afmetingen, uiterlijk en eventuele defecten.